Prægede metal komposit udvendige paneler produktionslinje

Kort beskrivelse:
Prægede metalkompositte udvendige paneler produktionslinje er produktionen af ny type miljøvenlige letvægtsbyggematerialer, der i øjeblikket er populære i verden.og dekorative vægpaneler baseret på polyurethanskum.Det kan producere brandhæmmende termisk isolering dekorative vægpaneler med stålplade på overfladen.polyurethan i midten.og alufolie eller stålplade i bunden.
Produktdetaljer
Produkt Tags
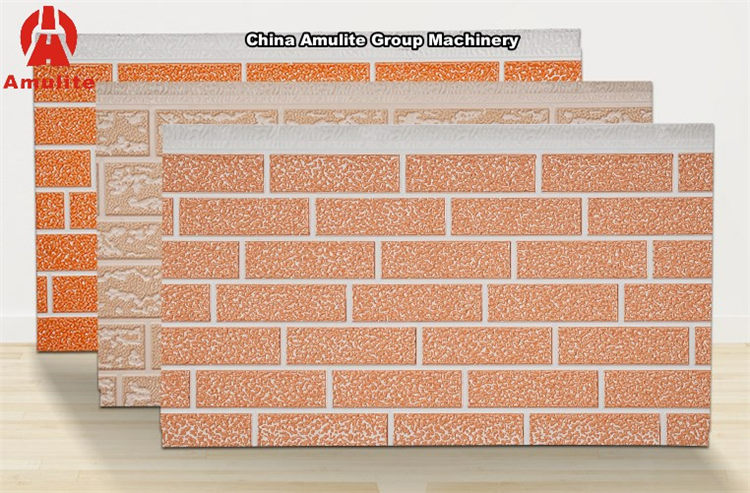
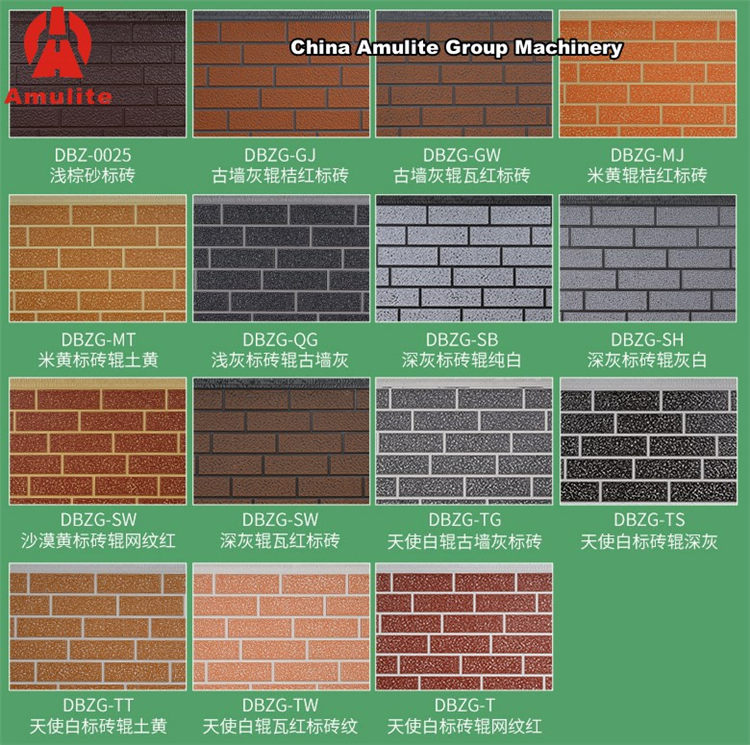
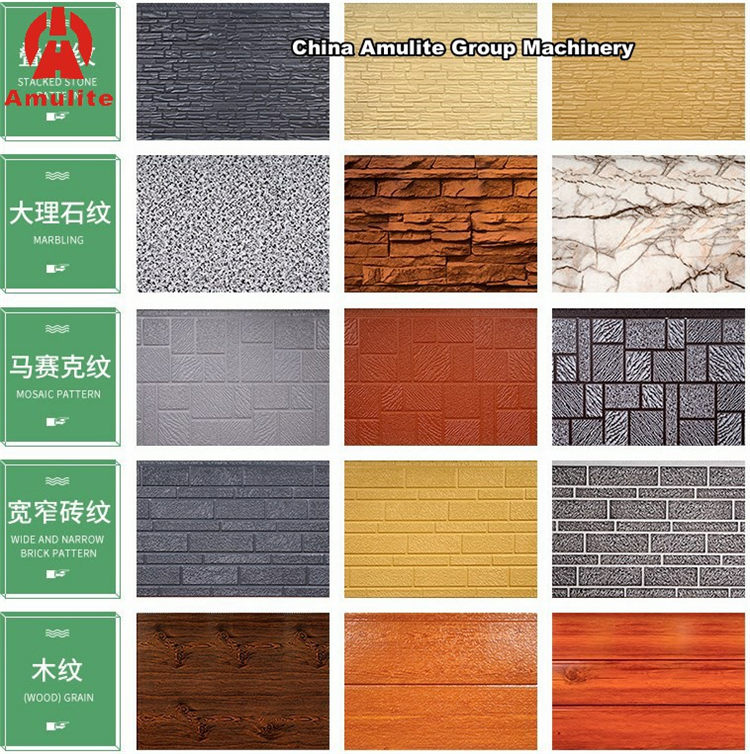
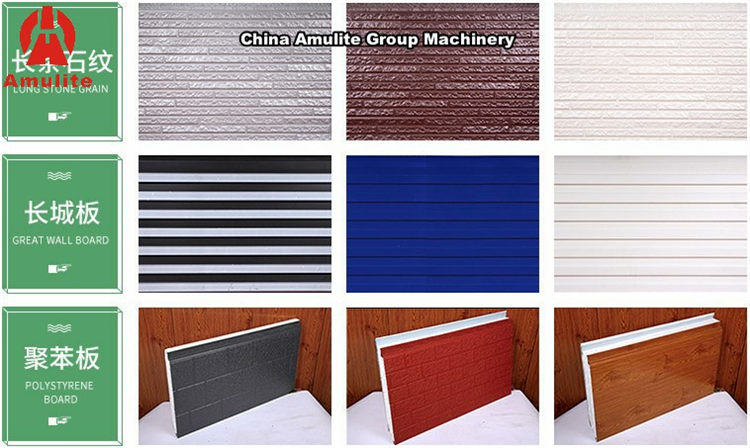
1. Introduktion til vægpanel
Prægede metalkompositte udvendige paneler produktionslinje er produktionen af ny type miljøvenlige letvægtsbyggematerialer, der i øjeblikket er populære i verden.og dekorative vægpaneler baseret på polyurethanskum.Det kan producere brandhæmmende termisk isolering dekorative vægpaneler med stålplade på overfladen.polyurethan i midten.og aluminiumsfolie eller stålplade i bunden. Produkternes vigtigste anvendelsesområder: renovering af gamle bygninger.high-end villalejligheder.villaer.hoteller.lette stålkonstruktioner.mobile huse.stuehuse.store indkøbscentre.indvendige og udvendige vægge på fabrikker.etc.

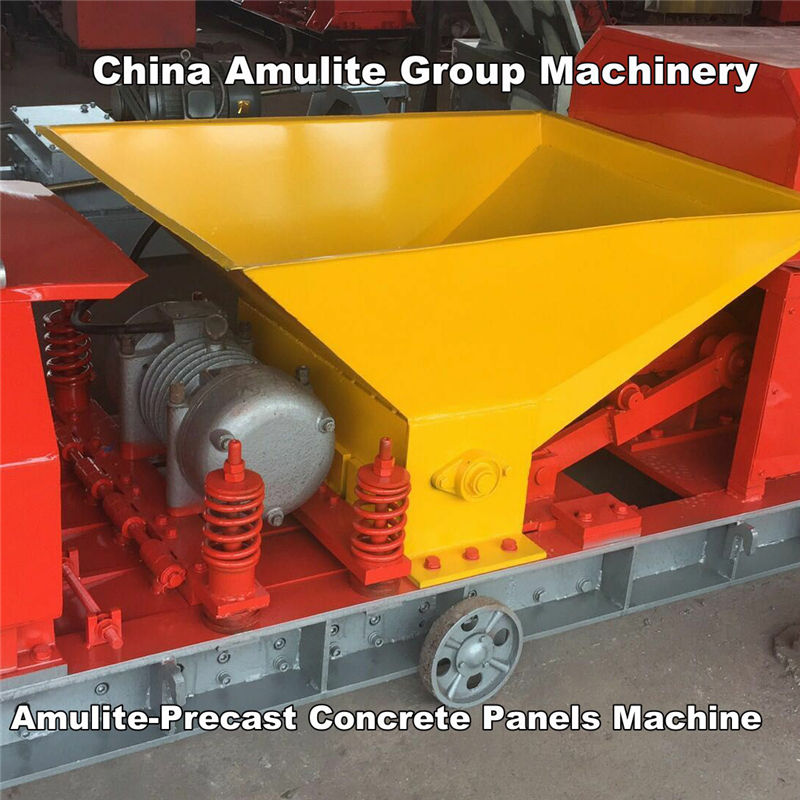
2. Udstyrssammensætning
Prægede metalkomposit udvendige paneler Produktionslinje Hovedafruller → Prægemaskine → Nivelleringsmaskine → Sideformningsmaskine → Varmeplatform → AB Skummaskineindsprøjtning → Aluminiumkædepladelamineringsmaskine → Savbræt afskåret → Farvning → Pakning osv.
3. Prægede metalkomposit udvendige paneler Produktionslinje Tekniske hovedparametre
Vægpanelspecifikation: A.380×16 mm B. (380-500)×(30-40) mm
Produktionshastighed: 4-10m/min
Længde af aluminiumslegering dobbelt kravlebånd: 18-24m
Udstyrs samlede effekt: Omkring 60Kw
Produktionslinjekapacitet: Omkring 1.000.000 kvm.

4. Prægede metalkomposit udvendige paneler Produktionslinje Introduktion af enhedsstruktur og funktion
Ⅰ.Slap af
Funktion: Bruges til afvikling og prægning af stålspoler
Strukturtype: Sektion af stålsvejsningsramme.Den laterale forskydning realiseres af hydraulisk cylinder.Forhindre afvigelse af spolemateriale.Afvikling vedtager passiv type.Har pneumatisk bremse til spændingskontrol.

Ⅱ.Prægemaskine
Funktion: I henhold til forskellige mønstre af vægpanel.To modstående prægede metalruller bruges til at presse forskellige mønstre af farvestål.
Ⅲ.Skummaskine:
BLC(R)-type lavtrykskontinuerlig skummende maskine eller PH(R/F) højtryksskummende maskine.Brug 1 harpiks (A) tank.1个Hærdemiddel (B) Tank;De to doseringspumpeenheder drives af uafhængige variabel frekvensmotorer.Udgangsflowet af doseringspumpen styres ved at ændre hastigheden på doseringspumpen。 Endelig.Komponenterne blandes i henhold til det påkrævede forhold og sprøjtes jævnt mellem de nederste stålplader eller andre underlag.

Ⅳ.Formemaskine
Funktion: Formen af præget farvestål blev behandlet med multihjulsflange.
Ⅴ.Lamineringsmaskine
Funktion: Komplet online skumning og formning af polyurethan; Kædepladeenheden består af drivmotor.Kæde Hjul.Kædeplade af aluminiumslegering.Stiftaksel og rulleleje.Brug af elektrisk varmerørsopvarmningsmetode;Den kan hurtigt opvarme dobbeltbåndsmaskinen til den krævede temperatur til produktion。Når temperaturen når den forudindstillede værdi.Den elektriske opvarmning kan tændes eller slukkes i henhold til den faktiske situation.
Ⅵ.Savemaskine med fast længde
Funktion: Sav det formede bræt i henhold til den indstillede størrelse.
Funktion: Basen.Skrog og øvre bevægelig ramme vedtager sektion Stål- og pladesvejsestruktur.Forbundet med lineær styreskinne.Monteringsoverfladen på styreskinnen er færdig.Sørg for installationsnøjagtighed; Savemotoren er installeret på den øvre bevægelige ramme.Den bevægelige ramme drives af en gearmotor.Lateral bevægelse; Spændeanordningen er installeret på kroppen.Den er sammensat af en luftcylinder og en trykblok;Nulstillingsenheden består af en cylinder og en bufferindretning;Når pladen når den indstillede længde.Klemcylinderen skubber klemblokken ned.Og nulstillingscylinderen skubber kroppen til at bevæge sig med pladen;På samme tid.Savemotoren er startet.Og reduktionsmotoren driver den øvre bevægelige ramme til at bevæge sig vandret.For at realisere den tværgående udskæring af pladen;Efter at skæringen er afsluttet.Spændeanordningen er løftet.Og nulstillingscylinderen driver kroppen til at vende tilbage til det oprindelige punkt for at nulstille.
5. Prægede metalkomposit udvendige paneler Produktionslinje Automatisk kontrol
Det automatiske kontrolsystem er opdelt i fire dele: Afrulnings- og prægeområdekontrol.Formning og lamineringsområdekontrol.Skumområdekontrol og saveområdekontrol.Den samlede effekt er omkring 60KW; Varmeplatformen er omkring 30KW.Hele kontrolsystemet består af programmerbar controller.Test afbryder.Delta-inverter-driver og andre komponenter.Gennem berøringsskærmens parameterindtastning og knapsamarbejde.Realiser den automatiserede produktion af produktionslinjen.Dens ydeevne er pålidelig og stabil.Og betjeningen er enkel og nem.